С начала 2020 года, с началом вспышки нового коронавируса, медицинская промышленность столкнулась с особыми проблемами. Это отразилось не только на нехватке медицинских ресурсов, но и на дефиците различных предметов медицинского назначения. В особый период качество медицинских упаковочных продуктов также подвергается серьезным испытаниям.
Все мы знаем, что гигиена и безопасность медицинских препаратов очень важны, поэтому качество запечатывания стало ключевым моментом при упаковке медицинских продуктов.

Герметизирующие свойства медицинских пластиковых крышек для бутылок, как правило, зависят от герметичности горловины и колпачка бутылки. Колпачки обладают хорошими герметизирующими свойствами, предотвращающими утечку газа и жидкости в бутылку. Для пластиковых колпачков для бутылок важным критерием является герметичность. качественный.
Вообще говоря, есть три области, в которых крышка обеспечивает герметичность, за которыми следует внутреннее уплотнение крышки, внешнее уплотнение крышки и верхнее уплотнение крышки.

Однако в медицинских расходных материалах колпачки маленьких бутылочек с лекарственными порошками, такими как ампулы, очень ограничены, но к продукту предъявляются очень строгие требования, которые должны иметь высокую герметичность. Поэтому качество герметичной крышки особенно важно.
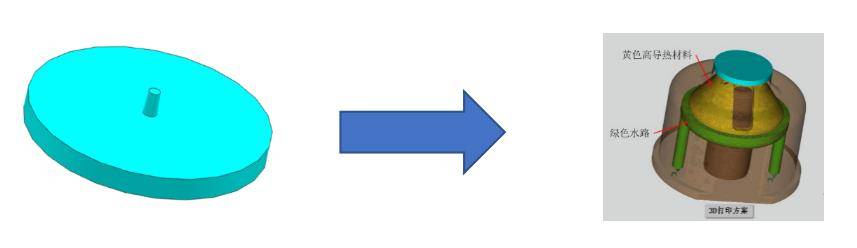
Этот тип крышек для бутылок, изготовленных методом литья под давлением, имеет небольшой объем и особую структуру, поэтому требования к производству пресс-форм очень высоки, поскольку качество охлаждения связано с качеством формования продукта для литья под давлением. При традиционном изготовлении пресс-форм водные пути обычно обрабатываются токарной обработкой и другими методами. Однако из-за ограничений конструкции формы традиционный водный путь не может находиться рядом с продуктом, поэтому это создает проблемы для системы водного пути при традиционном производстве форм.
1. В исходной схеме флип-матрица горячеканальной системы имеет высокую температуру и длительный цикл;
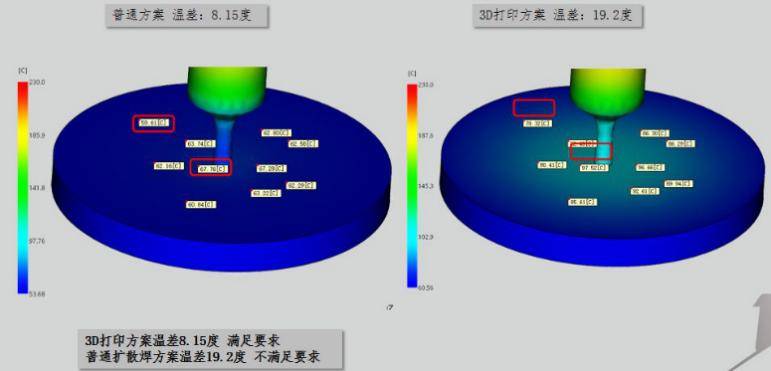
2. Требования к размеру продукта высоки, и разница температур продукта при выбросе не должна превышать 10 градусов, что затруднительно для обычных водных путей.
В ответ на вышеупомянутые проблемы мы недавно рассказали о похожем случае, чтобы сделать подробный анализ медицинского герметизирующего покрытия.
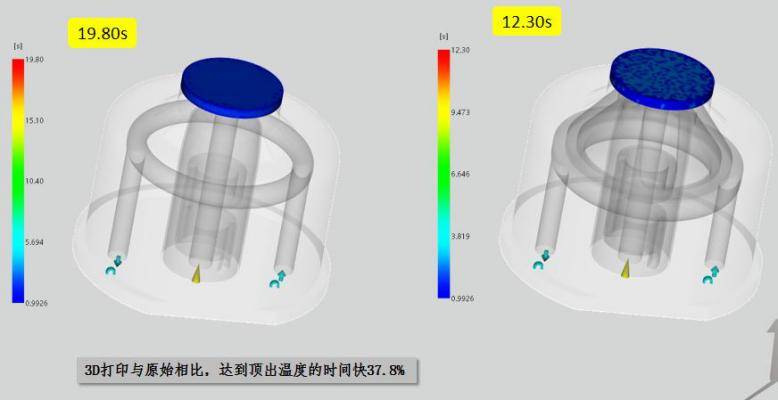
После использования нашего решения для 3D-печати время достижения продуктом температуры выталкивания сократилось с предыдущих 20 секунд до нынешних 10 секунд, время охлаждения сократилось почти на 50%, эффективность производства значительно повысилась, а компания Срок поставки удивил Сторону A. Максимальная разница температур при выбросе продукта снизилась с прежних 20 ° C до текущих 8 ° C, что также соответствует производственным требованиям: разница температур во время выброса должна быть <10 ° C. Разница температур значительно снижена, температура формы уравновешена, качество продукции значительно улучшено, а вероятность дефектов горловины бутылки для инъекций очень мала.
Сравнение результатов анализа текучести пресс-формы
По данным обратной связи с заказчиком, также подтверждается точность результатов анализа потока в пресс-форме, а диаграмма анализа потока в пресс-форме прилагается ниже.
Температура выброса продукта, время
Температура продукта