Когда вы начинаете проектировать для аддитивного производства, вам также необходимо учитывать тип материалов, которые будут использоваться, и количество компонентов, которые будут напечатаны.
При выборе материалов одно из хороших правил заключается в том, что если материал легко сваривать, это может быть идеальным выбором для аддитивного производства с применением плавления порошка. Наиболее часто используемым металлом для плавления в порошковом слое является мартенситностареющая сталь, нержавеющая сталь, алюминий, титан, кобальт-хром и суперсплавы на основе никеля.
В то же время большие детали потребуют большого количества порошкового сырья для плавления порошкового слоя, и если конструкция выйдет из строя, существует риск отходов.
Переработка порошкового сырья часто ограничивается, поскольку воздействие атмосферы может вызвать окисление, которое может изменить механические свойства материалов, особенно усталостную долговечность. Повторно используемый порошок также необходимо тщательно просеять и профильтровать, чтобы гарантировать соответствие гранулометрического состава спецификациям при каждом производстве.
Последнее, что нужно учитывать, - это размер машины для сборки. Размер машины, которую вы используете для производства, ограничивает ваши возможности изготавливать определенные детали. Это также повлияет на скорость производства деталей.
РАЗМЕР ПОРОШКА, ФОРМА И ТЕКСТУРА ПОРОШКА
Когда дело доходит до плавления в порошковом слое, важными факторами являются размер, форма и текстура частиц порошкового сырья. Например, размер порошка влияет на абсорбцию, текучесть, качество поверхности и характерные размеры, в то время как форма и текстура сильно влияют на растекаемость и другие свойства порошка.
Распределение частиц по размерам также важно, поскольку оно определяет диапазон размеров частиц, которые будут плавиться в процессе плавления слоя порошка. Если частицы слишком большие, мощность лазера может быть недостаточной (или скорость сканирования слишком высокая) для полного расплавления порошка, что может привести к отсутствию дефектов плавления. И наоборот, если частицы слишком малы, в ванне расплава может быть слишком много энергии, что может привести к пористости и другим дефектам.
Таким образом, настройки параметров процесса (например, мощность лазера, скорость сканирования, шаг штриховки и толщина слоя) зависят от материала и производителя оборудования. Разные производители машин используют немного разные порошки и оптимизировали свои технологические параметры, чтобы обеспечить высокое качество компонентов. В некоторых случаях для оптимизации настроек параметров процесса для новых порошков или новых материалов может потребоваться до года.
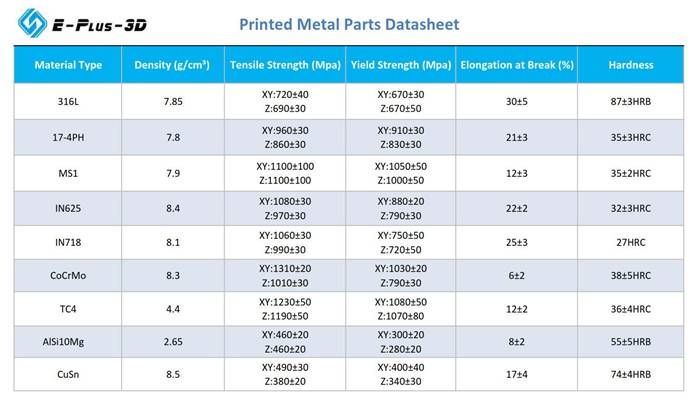
В следующей таблице приведены диапазоны некоторых свойств материалов, которые достигаются с помощью EPLUS3D в наших собственных системах наплавки порошковых материалов на основе лазера. Свяжитесь с нами для получения более подробной информации о технологиях.
https://www.eplus3d.com/Additive-Manufacturing-Material/